汽车检测中的中间轴十字节(通常指的是十字轴万向节)装配设备,是汽车制造和维修过程中不可或缺的一部分。以下是对该设备的一个详细概述,包括其工作原理、主要技术参数、控制系统以及装配工艺等方面的内容。
一、设备概述
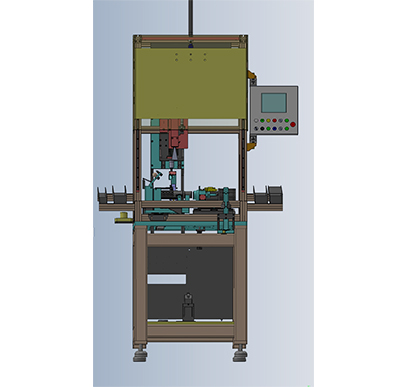
设备名称:汽车中间轴十字节装配设备(或汽车十字轴万向节装配设备)
主要用途:用于汽车中间轴(传动轴)上十字轴万向节的自动化或半自动化装配,提高装配效率和精度。
二、工作原理
十字轴万向节装配设备的工作原理通常涉及以下几个步骤:
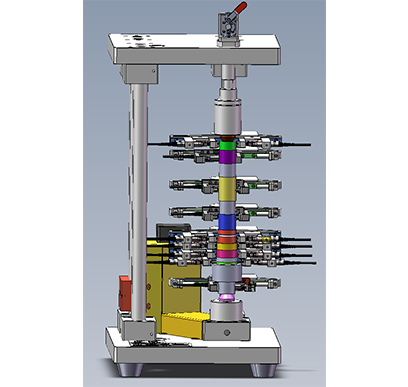
定位与固定:将待装配的部件(如节叉、十字轴等)准确放置在定位夹具中,确保装配位置的准确性。
压紧与锁紧:通过压紧装置和锁紧机构,将十字轴与节叉等部件牢固地连接在一起。
轴承压装:使用压装机构将轴承等关键部件压装到规定位置,确保装配的紧密度和稳定性。
检测与调整:利用位移传感器、力传感器等检测设备,实时监测装配过程中的各项参数,如压装力、位移等,并根据需要进行调整。
复位与取出:完成装配后,设备自动复位,人工或自动取出装配好的组件。
三、主要技术参数
(以某型号设备为例,具体参数可能因设备型号和生产厂家而异)
较大作用力:5T
力传感器量程:10T,精度:0.3%
位移传感器精度:5μm
控制方式:位移、力双控制,实现准确装配
适用车型:多种车型,可通过更换定位块和调整压紧机构来适应不同长度的花键轴和花键套
四、控制系统
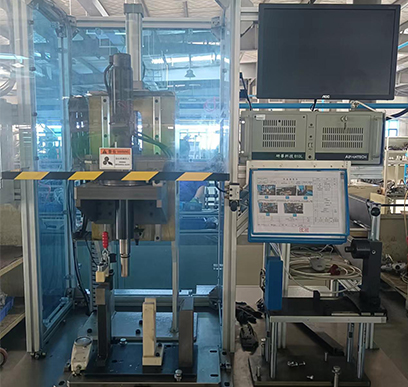
控制核心:采用西门子PLC控制,具有稳定可靠、易于维护的特点。
操作界面:中文操作界面,操作简便,易于上手。
安全保护:设有安全保护装置,如安全光幕、压铆力安全上限设置和压铆位置安全上限设置等,确保人员和设备的安全。
数据存储与管理:设备具有管理者界面,可设置管理员密码权限,防止操作人员误操作对设备造成损坏。同时,可保存不同产品的装配参数,方便生产时快速调用。
五、装配工艺
装配工艺通常包括以下几个步骤(以自动化装配为例):
人工将待装配部件放入定位夹具中。
启动设备,压紧装置和锁紧机构自动工作,将部件牢固连接。
压装机构将轴承等部件压装到规定位置。
实时检测装配过程中的各项参数,并根据需要进行调整。
装配完成后,设备自动复位,人工取出装配好的组件。
六、总结
汽车中间轴十字节装配设备是汽车制造和维修领域的重要设备之一。它通过准确的定位、压紧、锁紧和压装等步骤,实现了十字轴万向节的效率高、准确装配。同时,设备还具有稳定的控制系统和完善的安全保护措施,确保了生产过程的安全性和可靠性。